R744 (CO2) Carbon Dioxide as an Alternative Refrigerant and Secondary Fluid
Refrigerant
21. June 2018
R744 (CO2) Carbon dioxide as an alternative refrigerant
Carbon dioxide R744 (CO2) as an alternative refrigerant and secondary fluid
CO2 has a long tradition in refrigeration that goes well into the second to last century. It has no ozone depletion potential, a negligible direct greenhouse effect (GWP = 1), is chemically inactive, non-flammable and in the classical sense non-toxic. Therefore, CO2 is also not subject to the stringent requirements with respect to system tightness, such as HFCs (F-Gas Regulation) and flammable or toxic refrigerants. However, the lower limit in air compared to HFCs has to be considered. In confined spaces appropriate safety and monitoring equipment may be required.
CO2 is also inexpensive and there is no need for recovery and disposal. In addition, a very high volumetric cooling capacity, depending on the operating conditions such as the 5- to 8 times by R22 and NH3 corresponds.
Above all, the safety-relevant properties were a major reason for the initially widespread use. Focus in the application were eg ship refrigeration systems. With the introduction of "(H) CFC safety refrigerants" CO2 was pushed back and had almost disappeared from the market since the 1950s. Significant causes are the thermodynamic properties which are relatively unfavorable for customary applications in refrigeration and air conditioning technology.
The pressure of CO2 is extremely high and the critical temperature of 31 °C (74 bar) is very low. Depending on the heat carrier temperature on the high pressure side, this requires a transcritical operation with pressures well above 100 bar. Under these conditions, the efficiency compared to a conventional cold steam process (with liquefaction) is usually lower and thus the indirect greenhouse effect correspondingly higher.
Nevertheless, there are a number of applications where CO2 can be used very economically and with favorable eco-efficiency. These include, for example, subcritically operated cascade systems, but also transcritical systems in which the temperature sliding on the high pressure side can be advantageously used or the system conditions allow a subcritical operation over long periods of operation. In this context, it should also be noted that the heat transfer values of CO2 are significantly higher than other refrigerants with the potential of very low temperature differences in evaporators, condensers and gas coolers. In addition, the required pipe cross-sections are very small and the influence of the pressure drop comparatively low. When used as a secondary fluid, the energy requirement for circulating pumps is also extremely low.
In the following, some examples of subcritical systems and the resulting design criteria will be discussed. An additional section is followed by explanations of transcritical applications.

Fig. 29/1 R744 (CO2) - pressure / enthalpy diagram
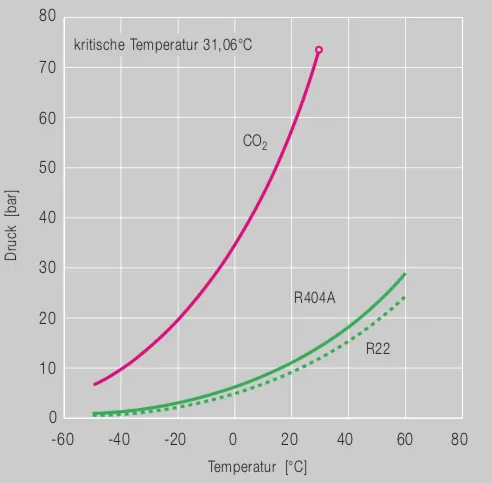
Fig. 29/2 R744 (CO2) / R22 - Comparison of pressure levels
Subcritical application
An application that is also very advantageous from an energy point of view and with regard to pressure situations is suitable for industrial and larger commercial refrigeration systems. For this purpose, CO2 can be used as a secondary fluid in a cascade system - if necessary in combination with a further compression stage for lower evaporation temperatures (Fig. 30/1).
The mode of operation is subcritical in each case and thus ensures good profitability. In the favorable application range (about -10 to -50 °C), the pressure levels are still at a level for which already available or in development components (eg for R410A) can be adapted with reasonable effort.
Resulting design and execution criteria
For the high-temperature stage of such a cascade, a compact cooling set can be used whose evaporator on the secondary side serves as a condenser for CO2 . Suitable refrigerants are chlorine-free substances (NH3 , HC or HFC, HFO and HFO / HFC mixtures).
For NH3 , the cascade cooler should be designed to prevent the dreaded formation of deer horn salt in the event of leakage. In breweries this technique has been used for a long time.
In large refrigeration systems, the secondary circuit for CO2 in its basic structure largely corresponds to a low-pressure pump system, as is often carried out in NH3 systems. The essential difference is that the liquefaction of CO2 takes place in the cascade cooler and the collecting tank (separator) only serves as a storage tank. The extremely high volumetric cooling capacity of CO2 (latent heat through phase change) leads to a very low mass flow and enables small pipe cross-sections and minimal energy requirements for the circulation pumps. When combining with another compression level (eg for deep freezing) there are different solutions.
Fig. 30/1 shows a variant with additional collector, which is sucked off by one or more booster compressors to the required evaporation pressure. The compressed gas is also fed into the cascade, liquefied and discharged into the downstream collector. From there, the feed into the low-pressure separator (TK) via a float device. Instead of classical pump circulation, the booster stage can also be designed as a so-called LPR system (Low Pressure Receiver). This eliminates the need for circulating pumps, but the number of evaporators is more limited with regard to a uniform injection distribution of CO2 .
In the event of a prolonged system failure with a strong increase in pressure, the CO2 can be released to the atmosphere via safety valves. Alternatively, additional cooling units for CO2 liquefaction are used with which longer shutdown periods can be bridged without critical pressure increase. For systems in commercial applications, a version with direct expansion is also possible.
For this purpose, supermarket systems with their usually widely branched pipe network and blast freezer offer particularly good potential. The normal cooling system is then carried out conventionally or by means of a secondary circuit and combined for deep cooling with a CO2 cascade system (for subcritical operation). A system example is shown in Fig. 30/2.
For a general application, however, not all conditions are currently met. It has to be taken into consideration that in many respects changed plant engineering as well as specially coordinated components become necessary.
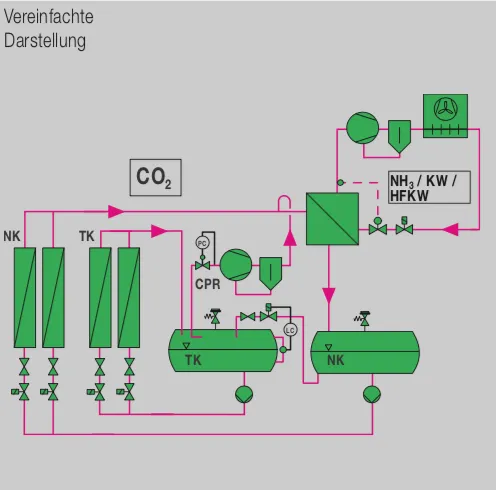
Fig. 30/1 Cascade system with CO2 for industrial application
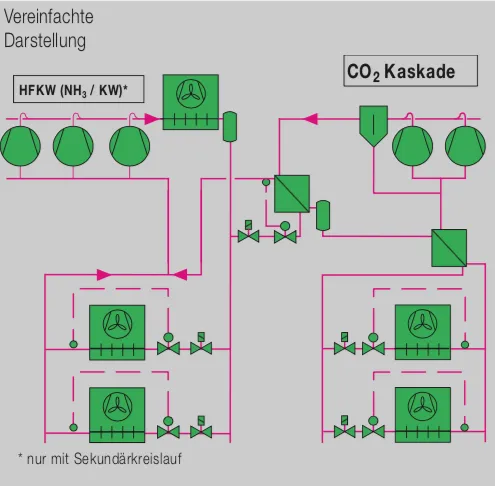
Fig. 30/2 Conventional refrigeration system combined with CO2 freezing cascade
The lubricants are also exposed to very high requirements. Conventional oils are usually immiscible and therefore require complex measures for the return from the system. On the other hand, the use of miscible or readily soluble POE must take into account a strong reduction in viscosity. BITZER offers two series of special compressors for subcritical CO2 applications.
Transcritical application
The transcritical process is characterized by the fact that the heat removal on the high pressure side is isobaric but not isothermal. In contrast to the liquefaction process in subcritical operation, this gas cooling (decompression) takes place with appropriate temperature sliding. The heat exchanger is therefore referred to as a gas cooler. As long as the operation is above the critical pressure (74 bar), only high-density steam is delivered. Liquefaction does not take place until after expansion to a lower pressure level for example by intermediate relaxation in a medium pressure collector. Depending on the temperature profile of the heat sink, a system designed for transcritical operation can also be operated subcritically and under these conditions with improved efficiency. In this case, the gas cooler becomes a condenser.
Another special feature of transcritical operation is the necessary regulation of the high pressure to a defined level. This " optimum pressure" is determined as a function of the outlet temperature of the gas cooler by balancing between the greatest possible enthalpy difference and at the same time minimum compaction work. It must be modulated by an intelligent controller to the respective operating conditions (see system example, Fig. 31).
As described in the beginning, the transcritical mode of operation appears to be unfavorable in terms of energy efficiency in purely thermodynamic terms. This is also true for systems with a relatively high temperature level of the heat sink on the high pressure side. However, additional measures can be taken to improve efficiency such as the use of parallel compression (Economiser system) and / or injectors and expander to recover the throttle losses during the expansion of the refrigerant. Apart from that, there are applications in which the transcritical process is energetically generally advantageous. These include, for example, heat pumps for hot water heating or drying processes.
In the usually very high temperature gradient between pressure gas inlet into the gas cooler and inlet temperature of the heat sink, a very low gas outlet temperature can be achieved. This is favored by the course of the temperature sliding and the relatively high average temperature difference between CO2 vapor and heat transfer fluid. The low gas outlet temperature leads to a particularly high enthalpy difference and thus to a high system performance figure. Hot water heat pumps of smaller power are already being produced and used in large quantities. Systems for medium to larger services (eg hotels, swimming pools, drying systems) must be individually planned and executed. Their number is therefore still limited, but with a good upward trend. In addition to these specific applications, there are also a number of developments for the classic areas of refrigeration and air conditioning. These include, for example, supermarket refrigeration systems. In the meantime, plants with compressors in the parallel network are already being used on a larger scale.
These are predominantly so-called booster systems, in which the normal and deep-freeze circuit is connected directly (without heat exchanger). The operating experience and calculated energy costs show promising results. However, the investment costs are still significantly higher than traditional systems with HFCs and direct evaporation. Reasons for the favorable energy costs are on the one hand on the already largely optimized components and the system control and the advantages described above with regard to heat transfer and pressure drop. On the other hand, these systems are preferably used in climates, which allow due to the seasonal temperature profile very high transit times in subcritical operation.
To further increase the efficiency of CO2 supermarket systems and their use in warmer climates, the previously described technologies with parallel compression and / or injectors are also increasingly being used . In this respect, but also with regard to the very demanding technology and the high demands placed on the qualification of planners and service specialists, CO technology can not be considered as a substitute 2 for systems with HFC refrigerants.
Resulting design and execution criteria
Detailed information on this would be beyond the scope of this information. In any case, system technology and control differ significantly from conventional systems. With regard to pressure, volume and mass flow conditions, specially developed components, control devices and safety devices as well as correspondingly designed pipelines must be used. Particularly demanding is the compressor technology. The special requirements require a completely independent construction. This applies, among other things, to design, materials (bursting safety), delivery volume, engine, design of working valves, lubrication system and compressor and engine cooling. The high thermal load severely restricts the area of application for one-stage compaction. Deep-freezing requires two-stage operation, with a split into separate high and low pressure compressors in composite systems is particularly advantageous.
For the lubricants, the criteria described above in connection with subcritical systems apply even more .
Development efforts are still required in various areas, but trans-critical CO2 technology can not generally be described as state of the art. For transcritical CO 2 applications BITZER offers a wide range of special compressors. The application is geared to specific applications, so individual testing and evaluation are required.
CO2 in automotive air conditioning systems
Within the framework of measures already discussed for a long time for the reduction of direct refrigerant emissions and the ban on the use of R134a in car air conditioning systems * existing in the EU, the development of CO2 systems has been intensively pursued for years . At first glance, the efficiency and thus indirect emissions of CO2 systems appear comparatively unfavorable under typical environmental conditions. However, it should be noted that the current R134a systems have lower efficiencies than equivalent stationary systems. The reasons for this are the specific installation conditions and the relatively high pressure losses in pipelines and heat exchangers. At CO2 the pressure drop has a much lower impact. In addition, the system efficiency is additionally favored by the high heat transfer values in the heat exchangers.
For this reason, optimized CO2 air conditioning systems can achieve roughly the same efficiencies as R134a. In view of the usual leak rates of such systems, this results in a more favorable balance sheet with regard to the TEWI. From today's perspective, it is not possible to predict whether CO2 technology will be able to assert itself in this application in the longer term. This is certainly also dependent on experience with the "LowGWP" refrigerants, which have since been introduced by the automotive industry. Operational safety, costs and worldwide logistics will play an important role here.
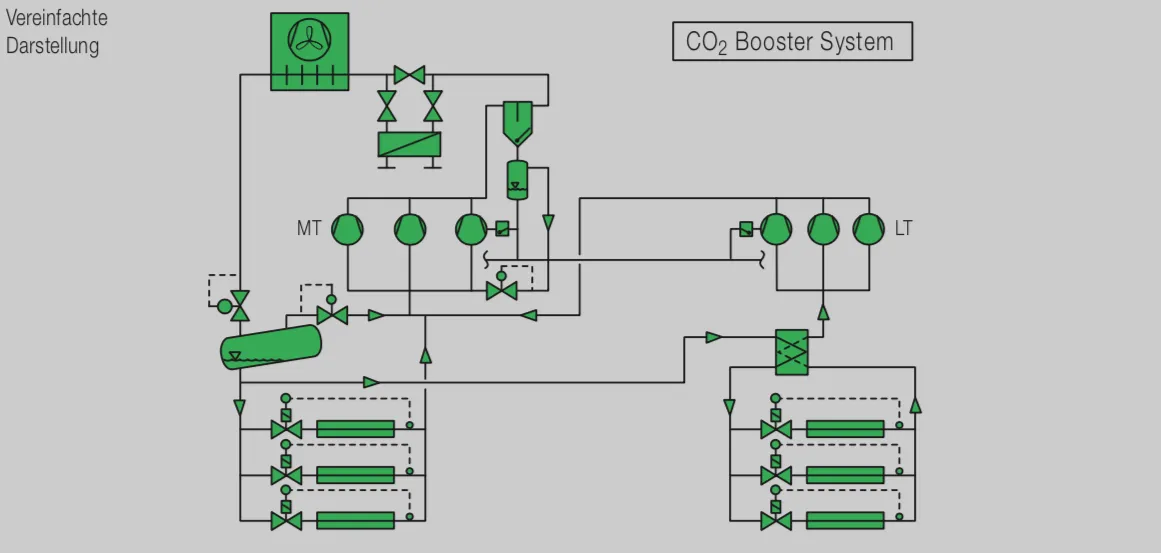
Fig. 31 Example of a transcritical CO2 booster system
With kind permission of Bitzer Kühlmaschinenbau GmbH
Source: Bitzer Refrigerant Report 19
Contents
Product Ad
Image

Halogen-free refrigerants such as carbon dioxide or propane are considered "natural refrigerants".
Jobs
Fitter refrigeration technology
MTA Refrigeration Technician (m/f/d) in Customer Service for Baden-Württemberg
To strengthen our team for the Stuttgart region, we are looking for you as a Refrigeration Technician (m/f/d) for our customer service.
Image
MTA Deutschland GmbH
Nettetal, Germany
Fulltime
Mounting
Mechanic/Welder (m/f/d) at GEA
We are looking for three mechanics/welders (m/f/d) at our Berlin location.
Image
GEA Refrigeration Germany GmbH
Berlin, Germany
Fulltime
Project management refrigeration technology
Commercial Employee Order Processing in Engineering (m/f/d)
To strengthen our team, we are looking for a commercial employee to handle engineering projects as soon as possible.
Image
MTA Deutschland GmbH
Nettetal, Germany
Related Products
Image
Halogen-free refrigerants such as carbon dioxide or propane are considered "natural refrigerants".
Image

SABROE® - Building Customer Trust for a Better World - SABROE is a registered trademark of Johnson Controls
Image

transcritical CO2 plants and optimized refrigeration with the CO2 Booster series *carbo-Rack.
Image

Die GEA Grasso SP1-Serie von einstufigen Schraubenkompressoren wurde entwickelt, um sehr individuelle Anforderungen vom mittleren bis zum größten Kühlleistungsbereich zu erfüllen.